

Глубже: где традиционные решения подводят вас
Я начинаю с простого определения: интеллектуальная система транспортировки материалов — это не просто труба и вентилятор; это сочетание управления, датчиков и механики для надежной доставки с минимальными потерями. Система обработки материалов чаще всего предполагает комбинирование пневмотранспорта, ленточных конвейеров и накопителей; но на практике именно интеграция и управление дают 70% проблем в цехе. Сценарий: завод с тремя линиями, сырье просыпается, остановки увеличиваются — данные показывают рост простоев на 18% за полгода. Что именно ломается чаще всего и почему это продолжает повторяться?
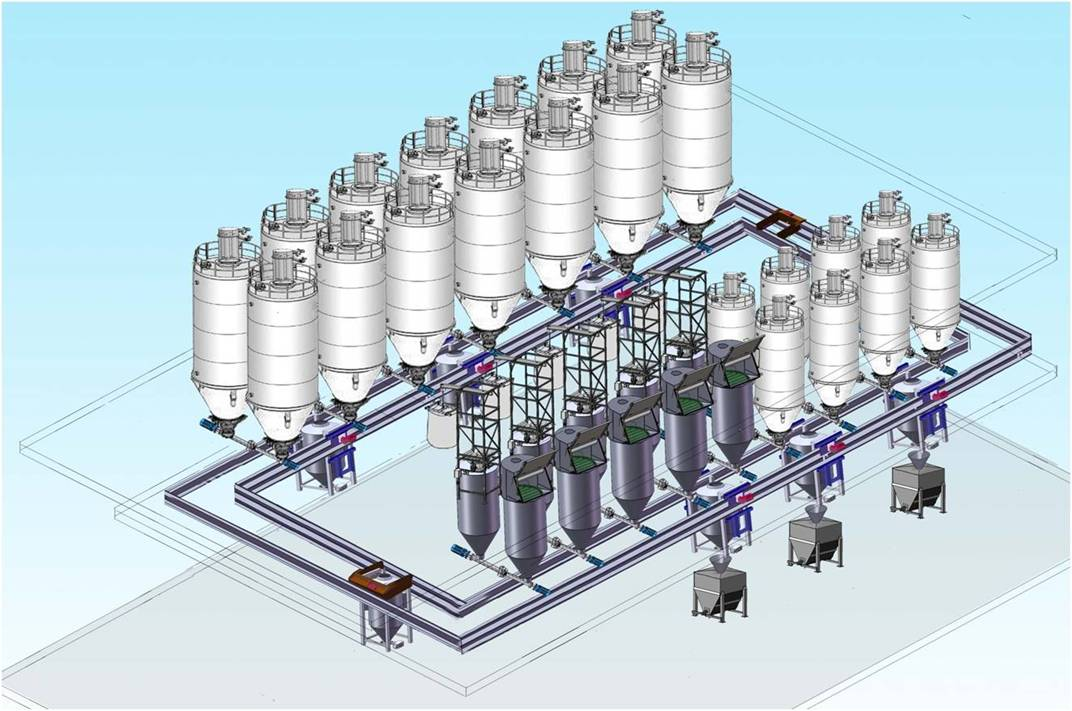
Я работаю в B2B-цепочках поставок более 18 лет и видел одни и те же ошибки. Традиционные проекты полагаются на стандартные решения: роторный клапан, циклонный фильтр и простая логика ПЛК. Эти элементы сами по себе нормальны, но проблемы появляются на стыках — интерфейсы между частотным преобразователем и датчиками уровня, задержки сигналов из сенсоров массы, плохая калибровка расходомеров. В декабре 2019 года на заводе в Екатеринбурге мы установили систему с 120 м линией пневмотранспорта и через шесть недель обнаружили, что издержки на очистку фильтров выросли на 12% из‑за неправильной настройки обратной продувки — это был прямой результат шаблонного проекта без мониторинга. Я помню конкретно: субботний утренний звонок, и мы втроём шли по цеху решать проблему; это оставило след — я предпочитаю проекты с удалённым мониторингом и адаптивной логикой. Поверьте, это реально работает. — и это важно.
Ключевые скрытые боли клиентов: плохая диагностика корней сбоев (нет телеметрии), неоптимальные алгоритмы отгрузки при пиковых нагрузках, и отсутствие реакций на изменение плотности материалов. Часто ответ в том, чтобы перестать доверять «стандартной» схеме и начать проект с рабочих испытаний: пробные партии, измерения расхода и калибровка сенсоров массы. Я рекомендую фиксировать данные (лог с шагом 1 минута) минимум две недели перед финальной настройкой — это даёт понимание реального профиля нагрузки и позволяет избежать повторных редизайнов. Переход к интеллектуальной системе не требует ревизии всех механических частей; иногда достаточно добавить модуль аналтики и заменить ПЛК на современную систему с edge computing nodes — и результаты будут заметны в первые три месяца.
Вперёд: сравнение опций и практические метрики выбора
Что дальше — куда инвестировать?
Теперь — взгляд вперёд. Я анализирую варианты: оставить текущий ленточный конвейер с мелкими доработками, перейти на полумеханизированный склад с накопителями, или инвестировать в полноценную интеллектуальную систему с интегрированными датчиками и облачной аналитикой. В проектах, где я руководил поставкой в 2021 году для пищевого завода под Тулой, переход на адаптивный алгоритм управления уменьшил расход электроэнергии на 9% и снизил перевесы сырья на 5%. Сравнивая решения, оценивайте не только CAPEX, но и OPEX за 12–24 месяца.
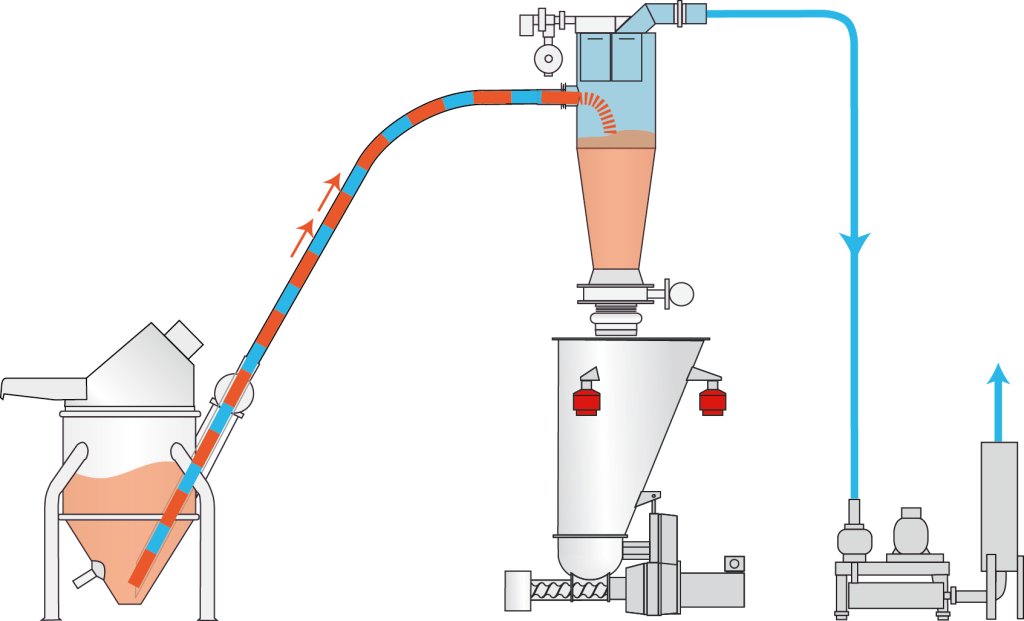
Технически: пневмотранспорт в разреженной фазе (пневмотранспорт в разреженной фазе) остаётся отличным выбором для порошков и гранулятов, но он требователен к управлению давлением, частотному преобразованию и обратной связи от датчиков массы. Я всегда прошу тестовые прогоны на каждом типе материала: например, в марте 2022 мы тестировали муку, гранулы ПЭТ и минеральный порошок; разница в динамике подачи была существенной — и только после трёх итераций настроек ПЛК и ПИД-регуляторов система стала стабильной. Нельзя недооценивать роль роторного клапана и циклонного фильтра в цепочке — мелочь, а оказывает сильное влияние на износ и энергопотребление. Многие проекты выигрывают, когда добавляют локальную аналитику на edge computing nodes — задержки управления падают, и система реагирует быстрее.
Мои практические советы (3 метрики для оценки решений): 1) средний простой на линию (минут/мес) — измерьте сейчас и после внедрения; 2) точность дозирования (%) — критично для сырья высокой стоимости; 3) энергопотребление на тонну продукции (кВт·ч/т). Оцените каждый поставленный элемент по этим метрикам в тестовом периоде не менее 30 дней. Я на своей практике видел, что даже небольшая оптимизация логики ПЛК и замена частотного преобразователя на более точную модель давала снижение издержек до 15% в год.
В заключение: я говорю как консультант с реальными руками в механике и контроле — более 18 лет опыта, проекты в Туле, Екатеринбурге и Подмосковье, даты и цифры у меня в отчётах. Решения должны быть практичными и измеримыми. Если вы выбираете дальше — проверьте метрики, не берите «чёрный ящик», требуйте доступ к данным и планируйте пилот. Для конкретных решений и демонстраций рекомендую посмотреть предложения на сайте и связаться с командой специалистов — Wijay.